
1. Why Refractory Is Mission-Critical for Foundries

In a foundry, everything from grey iron castings to ductile iron engine blocks, aluminium pressure die castings, and stainless steel components is produced by melting metal at temperatures ranging from 650°C to over 1,600°C. The only thing standing between that molten metal and the steel shell of your furnace is the refractory lining.
Poor or deteriorated refractory is the single biggest source of unplanned downtime, safety incidents, and rising energy bills in foundry operations. A failed lining does not just mean replacing the brickwork — it can mean weeks of production loss, costly emergency shutdowns, and in severe cases, catastrophic furnace breakouts.
2. Foundry Furnace Types & Their Refractory Needs
No two foundry furnaces are the same. Each has different temperature profiles, metal contact chemistry, thermal cycling patterns, and wear mechanisms. Here is a breakdown of the most common foundry furnace types and exactly what their refractory linings must withstand.
1. Induction Furnaces (Coreless & Channel)
Induction furnaces — especially coreless induction furnaces — are the most widely used melting units in modern Indian foundries. They melt grey iron, ductile iron, steel, and non-ferrous alloys using electromagnetic induction. The refractory lining experiences intense thermal cycling, slag attack, and abrasion from solid metal charge.
.png)
| Metal Melted | Recommended Lining Type | Al₂O₃ Content | Key Property |
|---|---|---|---|
| Grey Iron / Ductile Iron | High-Alumina Rammable / Dry Vibration Mix | 70–85% | Slag resistance, thermal shock resistance |
| Steel / Stainless | Neutral or Basic Rammable | 80–92% | High temperature strength, chemical resistance |
| Aluminium / Zinc | Low-iron Castable / Insulating Castable | 45–65% | Non-wetting, insulation value |
| Copper / Brass | High-Purity Castable | 70–80% | Resistance to metal penetration |

2. Cupola Furnaces
Cupola furnaces are still widely used in traditional iron foundries — particularly for large-volume grey iron production. They operate continuously, which creates unique refractory challenges: the lining must resist both the abrasive charge of coke and metal, and the acidic or basic slag produced depending on the flux used.
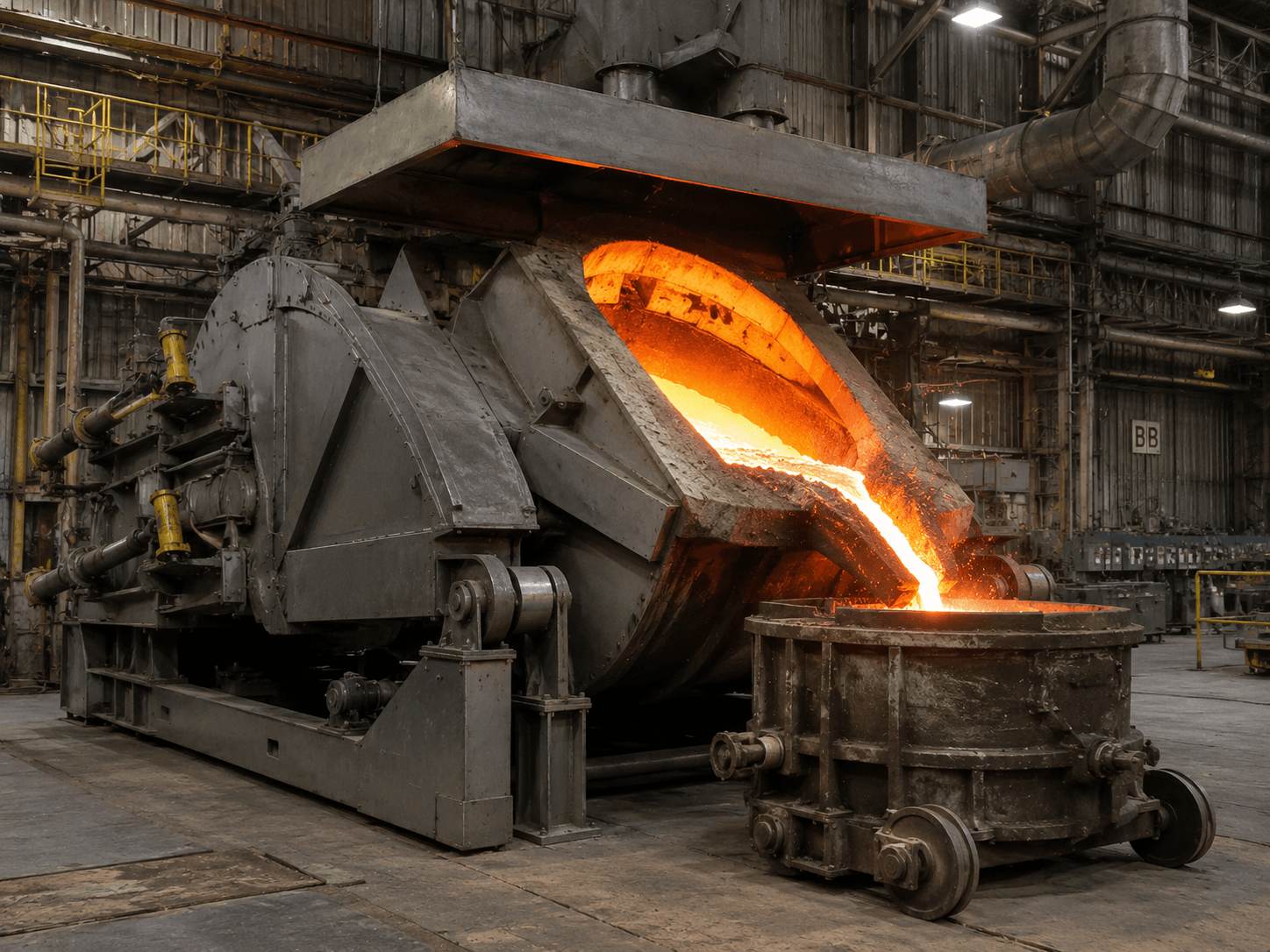
3. Reverberatory / Tilting Furnaces (Non-Ferrous)
Used extensively in aluminium, copper, and brass foundries, reverberatory furnaces have large flat hearths and arched roofs. The roof refractory is particularly demanding — it must resist thermal radiation, fluxing slag, and the mechanical shock of metal charging. Insulating castables and ceramic fibre modules are commonly used for roof linings to minimise heat loss while maintaining temperature uniformity.
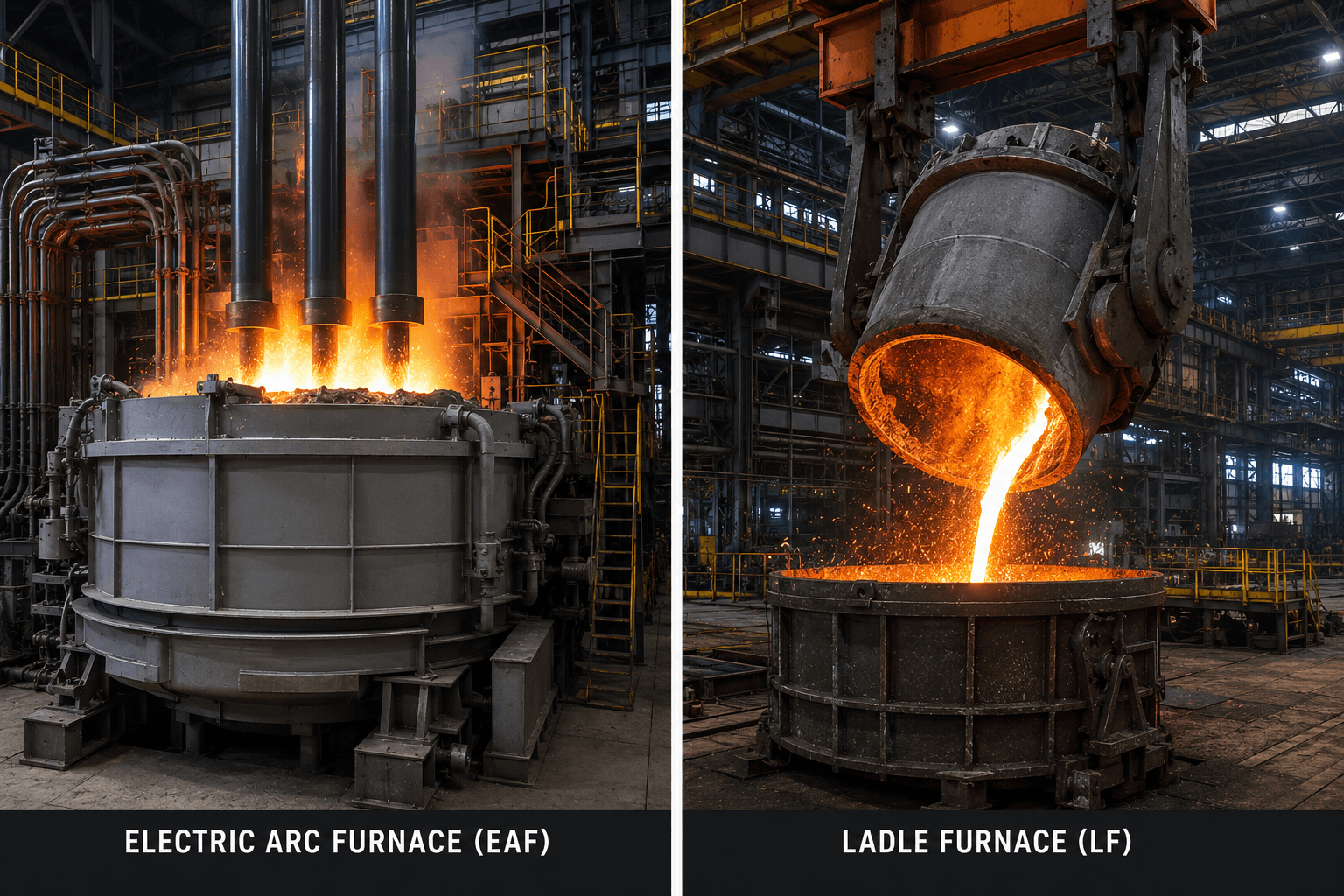
4. Electric Arc & Ladle Furnaces
Steel foundries using electric arc furnaces (EAF) require basic refractory linings — typically magnesia-based bricks or castables — due to the basic slag chemistry. Ladles used for tapping and holding molten metal need monolithic alumina-spinel or alumina-magnesia castables that resist slag infiltration and thermal shock during each pour cycle.
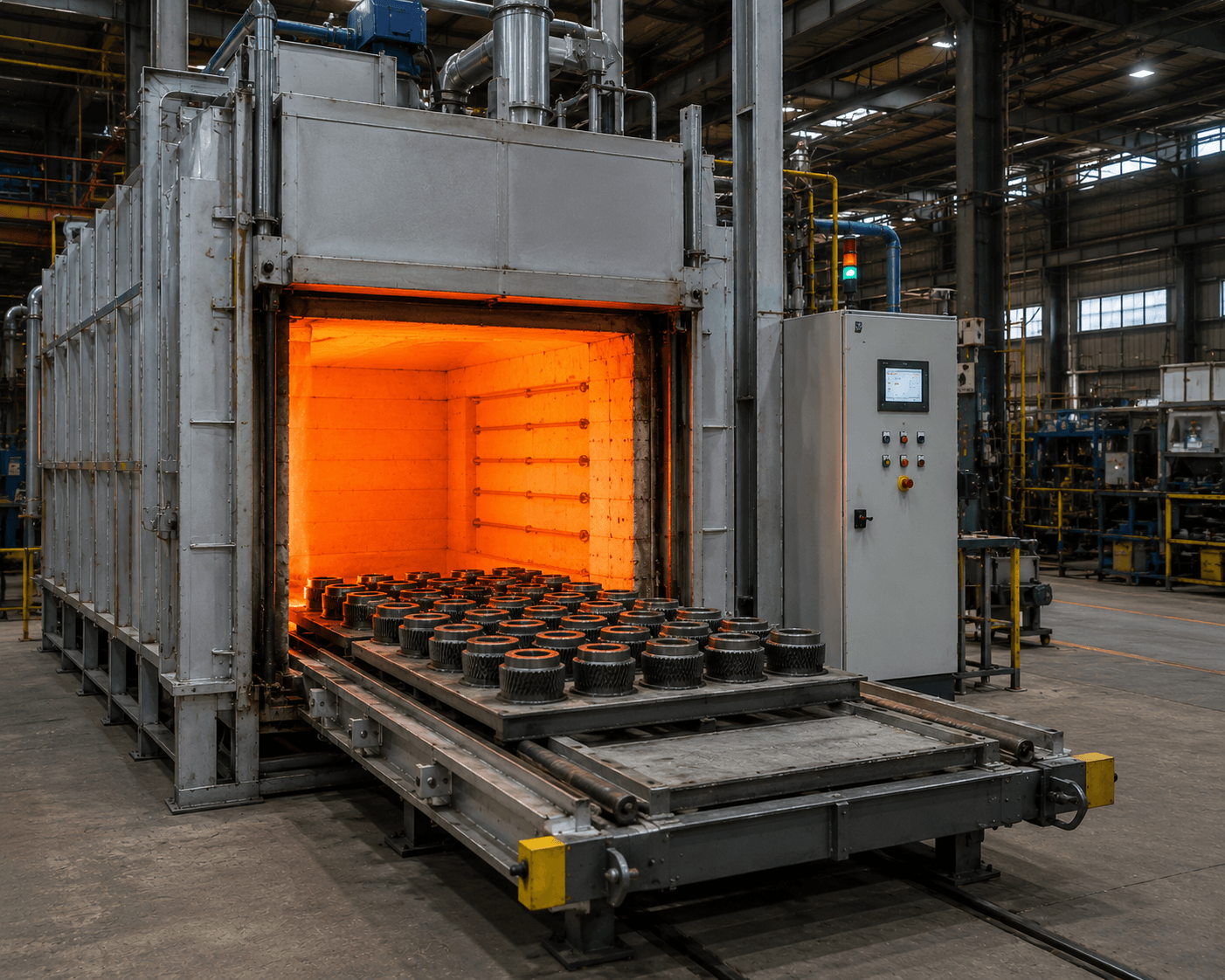
5. Heat Treatment Furnaces (Annealing, Normalising, Hardening)
Post-casting heat treatment furnaces operate at lower temperatures (700–1100°C) but require excellent thermal efficiency and uniform temperature distribution. Ceramic fibre linings and calcium silicate boards are the products of choice — minimising heat storage and allowing rapid heating and cooling cycles.
3. Key Refractory Products for the Foundry Industry
MMP Refratech manufactures and supplies a comprehensive range of refractory products purpose-built for foundry applications. Here is what each product does and where it fits in your furnace system.

1. Refractory Fire Bricks
High-alumina and fireclay refractory bricks are the backbone of cupola shells, ladle linings, and channel induction furnace walls. MMP Refratech's fire bricks are manufactured to strict quality standards covering compressive strength, thermal shock resistance, and temperature rating from 1300°C to 1750°C.
- Standard fireclay bricks — for cupola preheating zones, spout linings, and runner boxes
- High-alumina bricks (60–90% Al₂O₃) — for melting zones, tuyere sections, and ladle sidewalls
- Silica bricks — for acid cupolas and glass-contact applications
- Basic bricks (Magnesia, Dolomite) — for steel EAF linings and basic slag environments
2. Refractory Castables & Monolithics
For modern foundries seeking faster installation, no mortar joints, and superior adaptability to complex furnace geometries, monolithic refractory castables are the preferred solution. MMP Refratech supplies the full range of castable grades for foundry use.
| Castable Grade | Typical Application | Service Temp. |
|---|---|---|
| Low Cement Castable (LCC) | Induction furnace spout, ladle bottoms, tundish | Up to 1700°C |
| Insulating Castable | Reverb furnace roofs, heat treatment furnace walls | 800–1300°C |
| Dry Vibration Mix | Coreless induction furnace lining | Up to 1650°C |
| Rammable Mix | Coreless and channel induction furnace | Up to 1700°C |
| Gunning Mix (Wet/Dry) | Patching and emergency repair, cupola lining | Up to 1600°C |
| Self-Flow Castable | Complex shapes, trough linings, dense areas | Up to 1650°C |

3. Ceramic Fibre Refractories
Ceramic fibre blankets, modules, boards, and papers are the ideal solution for heat treatment furnaces, annealing lines, and the back-up insulation layer in reverberatory furnaces. Their key advantage is extremely low thermal mass — furnaces heat up and cool down faster, saving significant energy per cycle. MMP Refratech supplies ceramic fibre products rated from 1260°C to 1600°C.
4. Calcium Silicate Insulation Boards
Used as hot-face insulation for lower-temperature zones, tap hole surrounds, and thermal break applications in foundry ladles and heat treatment equipment. Calcium silicate boards offer excellent compressive strength, low thermal conductivity, and are easy to machine to custom shapes.

5. Insulation Bricks (HFI / HFK Series)
Lightweight insulation bricks dramatically reduce heat loss through furnace walls and crowns. In heat treatment and tempering furnaces where temperatures are below 1300°C, switching from dense fireclay bricks to insulation bricks can cut fuel consumption by 20–30%.

6. Refractory Anchors & Furnace Spares
Proper anchoring is critical for monolithic linings in areas subject to vibration or thermal expansion stress. MMP Refratech supplies refractory anchors in stainless steel and heat-resistant alloy grades, along with furnace spares including thermocouple protection tubes, burner blocks, and skid rails.
4. How to Select the Right Refractory Material for Your Foundry
Selecting the wrong refractory is costly. The most common mistake foundry maintenance teams make is choosing a grade based on price alone, without accounting for the chemistry of the metal being melted, the slag composition, or the thermal cycling pattern of the furnace. Here is a systematic selection framework.
Define Operating Temperature
What is the peak metal temperature? Factor in a 10–15% safety margin above peak melt temperature when choosing the service temperature rating of the refractory.
Identify Slag Chemistry
Is the slag acidic (SiO₂-rich from fireclay linings and silica sand) or basic (CaO-rich from basic flux additions)? Acidic slags require acid or neutral refractories; basic slags require basic (magnesia/dolomite) linings.
Assess Thermal Cycling Pattern
Continuous operation (like a cupola) favours brickwork. Batch melting with rapid heat-up and cool-down cycles (like an induction furnace) benefits from monolithic rammables or vibration mixes with good thermal shock resistance.
Evaluate Mechanical Wear
Charge impact from scrap metal, abrasion from coke in cupolas, and turbulent metal flow in induction furnaces all cause mechanical wear. Higher-density, higher-strength grades are needed in high-wear zones.
Consider Installation Method
Available skilled labour, furnace geometry, and shutdown duration will influence whether brickwork, casting, ramming, or gunning is most practical for your specific application.
Calculate Total Cost of Ownership
Compare lining cost per heat, not just material cost. A higher-grade castable that lasts 800 heats is cheaper per heat than a budget grade lasting 300 heats — even if the unit cost is twice as high.
5. Refractory Installation, Patching & Maintenance Services for Foundries
Even the best refractory material will fail prematurely if installed incorrectly. Proper installation — including joint laying, expansion allowances, anchoring, and especially the heat-up schedule — is as important as the material itself.

1. Refractory Application & Installation
MMP Refratech's skilled team of refractory engineers and technicians handle complete refractory installation for all foundry furnace types. Services include cupola relining, induction furnace spout casting, reverberatory furnace roof replacement, ladle lining installation, and tundish preparation.
2. Refractory Patching & Repair Services
Not every lining failure requires a complete reline. Targeted patching and gunning can extend lining life significantly between major shutdowns, reducing annual maintenance costs. MMP Refratech offers the following patching techniques:
- Dry gunning — for rapid repair of hot-face wear in cupolas and ladles
- Wet gunning — for dense, thick repairs requiring high green strength
- Thermal spraying — for precise repairs in hard-to-reach zones
- Casting and vibration — for complete zone repair without full shutdown
- Manual patching — for targeted hot spots and localised erosion
3. Planned Maintenance vs Emergency Shutdown
Foundries that operate on a planned refractory maintenance schedule experience significantly fewer emergency breakdowns. A planned maintenance programme typically includes: scheduled thermal inspection, heat mapping of the furnace shell, lining thickness measurement, and timely patching of erosion zones before they become critical.
6. Thermal Audit & Heat Loss Reduction for Foundries
Energy is one of the largest operating costs in any foundry. In induction melting, electricity accounts for 40–60% of production costs. In cupola and reverberatory operations, fuel costs are similarly dominant. A significant portion of this energy cost is wasted through the furnace walls, roof, and base due to inadequate or deteriorated refractory insulation.

MMP Refratech conducts advanced thermal audits for foundry furnaces using infrared thermography and heat flux measurement. The audit identifies:
- Hotspots on the furnace shell indicating lining deterioration
- Zones of excessive heat loss through walls, roof, and tap holes
- Temperature non-uniformity affecting casting quality
- Insulation layer gaps or failures in multi-layer linings
After the audit, MMP Refratech provides a detailed heat loss report with recommended corrective actions — including upgrading insulation layers, adding ceramic fibre backup linings, or replacing specific zones with higher-insulation castables. Typical energy savings documented after audit-driven improvements range from 12% to 28% of furnace energy consumption.
Heat Loss Saving Coating Services
For furnaces where a full relining is not immediately feasible, MMP Refratech's heat loss saving coating services offer a cost-effective interim solution — applying high-emissivity and low-thermal-conductivity coatings to outer furnace shells that reduce radiated heat loss and improve energy efficiency without shutting down the furnace for a full relining.
7. Refractory Heat-Up & Dry-Out: The Step Most Foundries Get Wrong
After any refractory installation or major repair, a controlled heat-up and dry-out programme is absolutely critical. This is the single most common source of premature refractory failure in Indian foundries — linings that were installed correctly but cracked severely within the first few heats due to a rushed heat-up that drove off moisture too rapidly.
Refractory castables and rammable mixes contain both free and chemically bound water. When heat is applied too rapidly, steam pressure builds up inside the lining faster than it can escape, causing explosive spalling — internal cracking that can destroy a new lining before it even melts its first heat of metal.
Ambient Cure (24–48 hours)
After casting or ramming, allow the lining to cure at ambient temperature. Protect from drafts and moisture.
Low-Temperature Dry-Out (110–250°C)
Apply gentle heat for 4–12 hours at 50–60°C/hr ramp to drive off free water without steam pressure buildup.
Intermediate Hold (400–600°C)
Hold at intermediate temperatures to drive off chemically bound water and complete dehydration of the hydraulic bond.
High-Temperature Sinter (800–1200°C)
Ramp to service temperature at a controlled rate to develop the ceramic bond and achieve full structural strength.
First Commissioning Heat
Operate at reduced capacity for the first 3–5 heats, gradually building to full production. Monitor shell temperature throughout.
MMP Refratech provides on-site heat-up and dry-out services with engineered heat-up schedules specific to the refractory product installed and the furnace geometry — ensuring every new lining achieves its maximum service life from the very first heat.
8. Common Refractory Failures in Foundries (and How to Fix Them)
| Failure Mode | Root Cause | Recommended Fix |
|---|---|---|
| Spalling (surface flaking) | Rapid thermal cycling, improper dry-out, poor thermal shock resistance of grade used | Upgrade to higher thermal shock-resistant grade; revise heat-up protocol |
| Chemical Erosion (slag attack) | Mismatch between lining chemistry and slag chemistry (acid lining in basic slag) | Switch to chemically compatible grade; review flux additions |
| Mechanical Erosion | High metal turbulence, coarse charge impact, abrasive slag | Use denser, harder grade in wear zones; redesign charge loading practice |
| Metal Penetration | Porosity in lining, wrong grade, too-thin lining | Use lower-porosity dense castable; increase lining thickness in hot zones |
| Cracking / Joint Opening | Inadequate expansion joints, poor installation quality | Provide correct expansion allowance; use quality installation services |
| Shell Hot Spots | Local lining thinning or erosion; missing insulation backup layer | Thermal audit + targeted gunning repair; add ceramic fibre backup layer |
9. Foundry Refractory Sourcing Across India: Local to National
India has several major foundry clusters, each with its own industrial ecosystem and logistics considerations. MMP Refratech, headquartered at Chakan MIDC in Pune, serves foundry customers across all major Indian manufacturing hubs.
| Foundry Cluster | Dominant Industry | MMP Refratech Coverage |
|---|---|---|
| Kolhapur, Maharashtra | Grey iron, ductile iron auto components | Direct supply & on-site services |
| Pune / Chakan MIDC | Engineering castings, aluminium die casting | HQ location — same-day delivery |
| Rajkot / Ahmedabad, Gujarat | Brass, copper, grey iron castings | Direct supply, field engineers available |
| Howrah / Asansol, West Bengal | Iron castings, steel foundries | Pan-India supply network |
| Coimbatore, Tamil Nadu | Grey iron, pump & valve castings | Pan-India supply network |
| Nagpur / Aurangabad, Maharashtra | Auto ancillary, engineering castings | Direct supply & on-site services |
| Ludhiana, Punjab | Steel castings, forging & foundry | Pan-India supply network |
10. Frequently Asked Questions — Foundry Refractory
Ready to Upgrade Your Foundry's Refractory Performance?
MMP Refratech engineers are available for free consultation — whether you need material selection support, a thermal audit, or emergency patching services. Serving foundries across Maharashtra and pan-India.